
TPU原料加工的模具设计
注塑工艺生产时,模具的设计原则:
1,水口/浇口,尽可能大,但不能超过制品的壁厚,浇道尽量短。
2,TPU原料在流动方向的缩水率通常在1%~3%。常见制品模具设计参考收缩率为0.5%~0.6%。
3,模具表面粗糙度 25 ~ 35 μm,抛光模具表面可能会导致脱模困难。
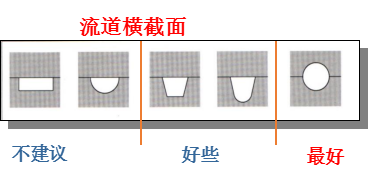
4,流道横截面最好是圆形。
5,排气槽: 0.015 ~ 0.03 mm。
6,脱模角度 : 5° 。
7,使用平衡流道系统。
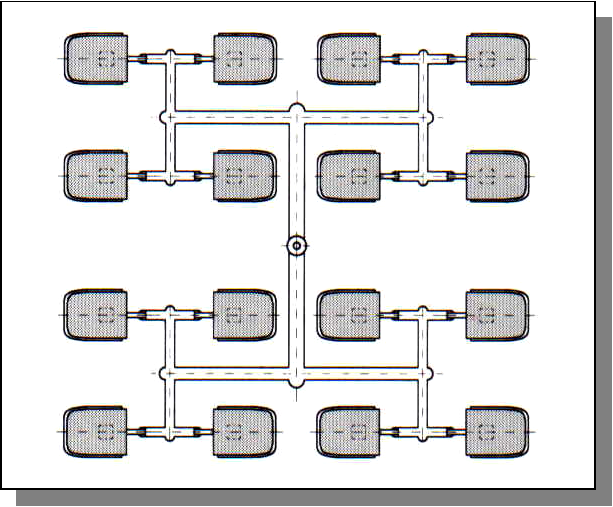
使用平衡流道系统
挤出工艺模头设计原则:
为使材料能有顺畅的流动,并方便模头的清洗,在模头的设计上应避免死角。管件或者异型挤出须使用长形的模头,除了降低剪切应力外,也会有稳定的挤出量,其长度为喷嘴直径的2~4倍。
理论上TPU原料可以100%回收再加工。但是为了保证制品良好的物性,一般建议加工时回料的比例不大于15%,尽快使用,而且还要再次进行干燥。
 公司地址: 广东省深圳市南山区海德三道天利中央商务广场3206A(总部)
公司地址: 广东省深圳市南山区海德三道天利中央商务广场3206A(总部)
广东省东莞市大岭山镇大岭山大道359号岭辉·智慧城C栋(东莞分公司)
 联系电话: +183-8269-6252
联系电话: +183-8269-6252
 在线咨询: 爱番番咨询
在线咨询: 爱番番咨询
 公司邮箱: Lynn@winsplas.com
公司邮箱: Lynn@winsplas.com
 关注抖音号
关注抖音号
 关注我们微信公众号
关注我们微信公众号
页面版权所有 @ 2022 深圳市厚德成工业科技有限公司 粤ICP备2021175679号 技术支持:米可网络 / / 网站地图

 18382696252
18382696252 
