
TPU材料的加工主要是分为熔融法和溶液法:
熔融法:注塑,挤出(流延,吹塑),混炼,压延等。主要是生产一些外观件,功能件等制品。目前较多的工艺是注塑和挤出。后面详细介绍这两种工艺。
溶液法:低分子量的TPU一般溶于酮类溶液,高分子量的TPU只有DMF等强极性溶剂才能溶解。主要是生产油墨,胶水,涂饰剂等。
TPU材料熔融法加工注意事项:
一 、干燥
1.由于TPU易吸湿及易水解特性,未充分干燥的TPU原料易导致加工困难,射出品表面不良及成品物性降低,所以在成型前必须先把TPU原料充分干燥至含水量200PPM(0.02%)以下。
2.若使用色粉或色母染色,必须与TPU本色粒子充分混合后,一起干燥。
3.由于TPU化学结构关系,TPU粒子暴露至空气中,吸湿相当快速,尤其聚醚比聚酯更易吸湿。以95A的聚酯和聚醚为例,在25℃,50%RH下:

4.无论传统的循环气体干燥机或除湿干燥机,皆可用来干燥TPU。建议干燥条件如下:
| Shore | 60A~80A: 90~100 | 3~5hrs |
| Shore | 85A~98A: 100~105 | 3~5hrs |
| Shore | 60D~71D: 105~110 | 3~5hrs |
小技巧:有经验的注塑技术员生产前会观察空射的熔体:熔体透明,软硬适中,无明显蒸汽,遇见空气不发泡,通常说明熔体正常。如果塑化后的材料有发泡现象或有气泡产生则说明水份含量可能太高。

二、设备
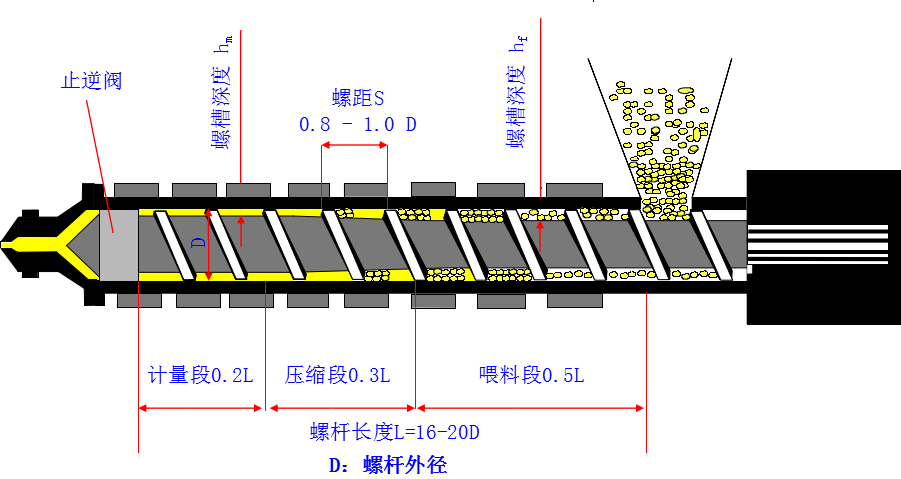
注塑设备:如下图所示,一般单螺杆三段式的注塑机适合TPU的注塑。由于TPU材料在熔融时具有高粘度,在料管里容易产生高剪切力而破坏TPU本身的物性,所以一般选择螺杆长径比为16~20左右,压缩比约为2.0~2.5最适合TPU材料的注塑。螺杆转速线速度应低于0.2M/S。
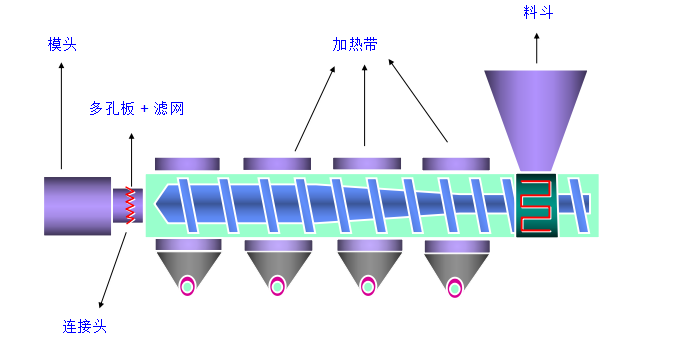
挤出设备:一般单螺杆三段式的挤出机适合与TPU材料的挤出,L/D介于20~30,压缩比介于2.5~3.5皆可以使用。螺杆的螺距与直径等长,浅的螺纹深度效果较佳,螺杆及料管的间隙约为0.1~0.2mm。螺杆的转速设定介于30~50rpm之间。多孔板的孔洞约为1.5~5.0mm,且使用2片400mesh/cm²滤网,中间夹2片900 mesh/cm²的滤网可得最佳效果。但如用于吹膜等要求较严格的加工时,尚须更细的滤网。
三、加工温度:TPU材料注塑挤出加工时,熔体温度过高,材料降解,容易产生气泡,毛边等。温度过低,材料流动差,充模困难。因此需要合适的加工温度,以保证材料和工艺的稳定性。以下是建议加工温度:
注塑工艺建议设置温度:

注塑时,模具温度一般保持在25℃~45℃即可,加工透明规格,须保持模温在10℃左右。
挤出工艺建议设置温度:

 公司地址: 广东省深圳市南山区海德三道天利中央商务广场3206A(总部)
公司地址: 广东省深圳市南山区海德三道天利中央商务广场3206A(总部)
广东省东莞市大岭山镇大岭山大道359号岭辉·智慧城C栋(东莞分公司)
 联系电话: +183-8269-6252
联系电话: +183-8269-6252
 在线咨询: 爱番番咨询
在线咨询: 爱番番咨询
 公司邮箱: Lynn@winsplas.com
公司邮箱: Lynn@winsplas.com
 关注抖音号
关注抖音号
 关注我们微信公众号
关注我们微信公众号
页面版权所有 @ 2022 深圳市厚德成工业科技有限公司 粤ICP备2021175679号 技术支持:米可网络 / / 网站地图

 18382696252
18382696252 
