
注塑级TPU(热塑性聚氨酯)和挤出级TPU均属于TPU材料,但因适用的加工工艺不同,在分子结构、性能特点、应用场景等方面存在显著差异。以下从核心区别维度详细说明:
一、核心区别:加工工艺适配性
两者的根本差异源于适配的加工工艺特性不同,进而导致材料性能被“定向设计”。
注塑级TPU:适配*注塑成型工艺(将熔融材料高压注入模具型腔,冷却固化后得到复杂形状制品)。
工艺特点:短时间、高压、快速充模,要求材料流动性好,能快速填满复杂模具型腔。
挤出级TPU:适配挤出成型工艺(将熔融材料通过连续模具的模口挤出,冷却后得到连续线性制品,如管材、板材、线缆等)。
工艺特点:长时间、连续挤出,要求材料熔体强度高(抗熔体断裂)、稳定性好,能承受连续加工中的拉伸和剪切力。
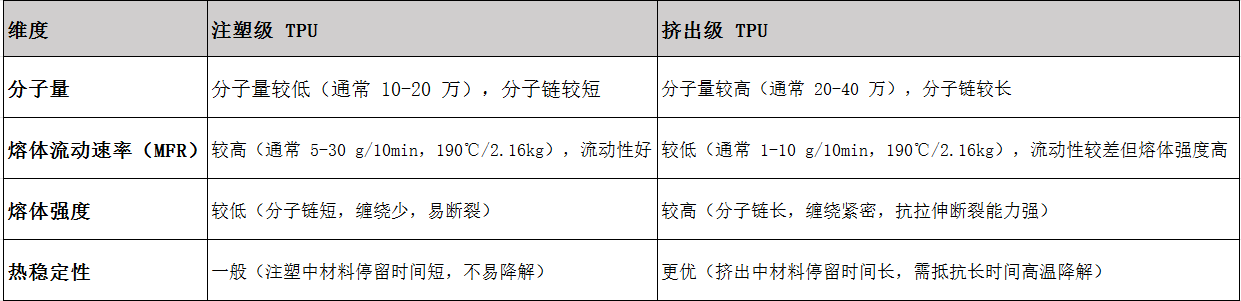
二、分子结构与性能差异
材料的分子结构直接决定其加工性能和力学性能,两者的核心差异如下:
三、应用场景差异
因性能特点不同,两者的适用制品类型完全不同:
注塑级TPU:
适合制作复杂形状、非连续的制品,依赖其高流动性和快速成型能力。
典型应用:
- 汽车配件(如防尘套、减震垫、密封圈);
- 电子零件(如手机保护套、连接器外壳);
- 鞋材部件(如鞋底、鞋扣);
- 医疗配件(如输液器接口、假肢关节)。
挤出级TPU:
适合制作连续线性、长尺寸的制品,依赖其高熔体强度和连续加工稳定性。
典型应用:
- 管材(如医疗输液管、工业软管);
- 板材/片材(如防水卷材、包装片材);
- 薄膜(如弹性薄膜、服装面料涂层);
- 线缆护套(如数据线、汽车线缆的绝缘层)。
四、加工条件差异
为适配材料性能,两者的加工参数也不同:
注塑级TPU:
- 温度:通常180-230℃(需较高温度保证流动性);
- 压力:较高(50-150MPa),确保快速充模;
- 周期:短(几秒到几分钟),适合批量生产。
挤出级TPU:
- 温度:通常160-210℃(温度过高易导致熔体强度下降);
- 压力:较低(主要靠螺杆推送);
- 速度:稳定(避免熔体断裂),加工周期长(连续生产)。
总结
注塑级TPU和挤出级TPU的核心区别是“为适配不同加工工艺而设计的性能差异”:
- 注塑级:高流动性、低分子量,适配复杂形状制品的快速成型;
- 挤出级:高熔体强度、高分子量,适配连续线性制品的稳定生产。
选择时需根据制品形状、加工工艺和性能需求确定,不可混用(如用挤出级做注塑会因流动性差导致充模不足,用注塑级做挤出会因熔体强度低导致制品断裂)。
 公司地址: 广东省深圳市南山区海德三道天利中央商务广场3206A(总部)
公司地址: 广东省深圳市南山区海德三道天利中央商务广场3206A(总部)
广东省东莞市大岭山镇大岭山大道359号岭辉·智慧城C栋(东莞分公司)
 联系电话: +183-8269-6252
联系电话: +183-8269-6252
 在线咨询: 爱番番咨询
在线咨询: 爱番番咨询
 公司邮箱: Lynn@winsplas.com
公司邮箱: Lynn@winsplas.com
 关注抖音号
关注抖音号
 关注我们微信公众号
关注我们微信公众号
页面版权所有 @ 2022 深圳市厚德成工业科技有限公司 粤ICP备2021175679号 技术支持:米可网络 / / 网站地图

 18382696252
18382696252 
