
TPU材料挤出成型工艺介绍-厚德成

加工温度
下列是根据Elastollan系列TPU材料的硬度而建议采用的温度范围:
|
推荐的预压温度(℃) |
|||||||
|
|
Screw |
Adapter |
Head |
Nozzle |
|||
|
硬度 |
Zone 1 |
Zone 2 |
Zone 3 |
Zone 4 |
Zone 5 |
Zone 6 |
Zone 7 |
|
75A |
150 |
165 |
180 |
190 |
190 |
190 |
190 |
|
80A |
160 |
175 |
190 |
200 |
200 |
200 |
200 |
|
85A |
165 |
180 |
195 |
205 |
205 |
205 |
205 |
|
90A |
170 |
195 |
200 |
210 |
210 |
210 |
210 |
螺杆速度
因为热塑性聚氨酯TPU材料是剪切敏感型的材料,过高的螺杆速度将会降低产品的性能。
最大螺杆转度与螺杆直径的关系:螺杆转动的线速度<0.15 M / S
通常建议:
|
最大线速度0.15M / S |
螺丝 [毫米] |
最高 [min-1] |
|
适用于标准三段式螺杆,长径比25-30,压缩比1:2到1:2.5 |
30 |
80 |
|
45 |
60 |
|
|
50 |
50 |
|
|
60 |
45 |
熔体压力
一般情况下,接头处的最大压力为300帕,而,在启动时可以达到最大1000帕的最大压力。
熔体压力取决于模头设计和模口间隙,以及熔体温度。
因此为了安全起见,建议使用可变(速)螺杆驱动装置。
挤压机的清洗
当改变TPU材料或连续操作数天后,建议清洗挤出机。
聚丙烯或HDPE等加工温度较高的材料适合用于清洗螺杆。有时有必要使用专用清洗剂。
薄壁软管,例如消防水龙带内层,通常采用垂直挤压方式。
这时有必要提供压缩空气,以防软管变形。为了有助于空心形状保持稳定,建议使用真空。
护套电缆,水龙带等的护套应该采用十字模头进行挤塑,压力型(PRESSURE DIE)或管型(TUBE DIE)模头尼龙。将要加护套的内层必须清洁,无任何油脂, ,挤压挤塑后起泡,同时确保优点。
厚德成提供专供薄膜吹塑的特种等级。壁厚裂纹的薄膜可以利用一个片材扩展模头(T型模头),通过平模挤塑方法制成;在此基一般的扩展等级适用。
吹塑为了有利于方便于脱模,建议使用经过粗糙处理过表面(大约35um)的模具。有必要对壁厚进行控制,以替换型坯的拉长。
设备要求
建议采用1:2至1:3,最好1:2.5压缩比的单螺杆挤出机加工Elastollan材料。
我们的经验表明,25〜30L / D比率的三段式螺杆最适宜。
三段式螺杆应该有一个连续而恒定的1D螺距。
螺杆与柱筒之间的径向间隙应该为0.1〜0.2毫米。
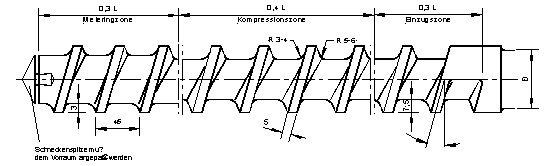
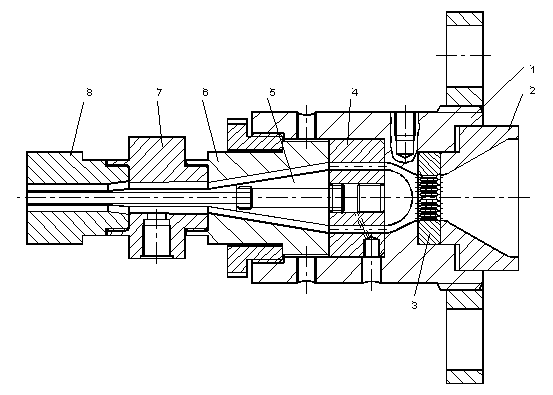
带有尖端的进料段料筒已在实践中得到成功,并具有以下优点:
持续稳定的输出
改善压力累积形成
增加输出量
如果使用乙酸的进料段,有必要进行冷却处理。

HE 9.0毫米
HKD 4.8毫米
HM 5.3毫米
HMIX 7.0毫米
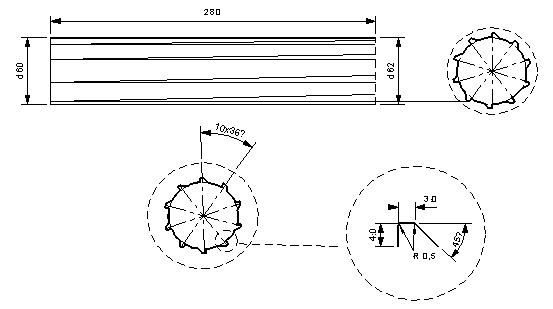
带有混合段的螺杆同样可以适用,但混合段的设计要尽量避免导致高剪切,
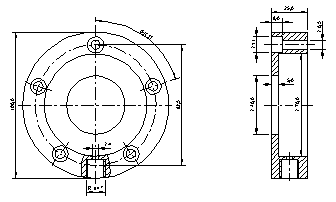
建议使用分料板和过滤网组合。两个400网目/平方厘米的过滤网组合成垫板和两个900网目/平方厘米的细孔过滤网组合能够获得很好的效果,这已经在实践中得到证实。某些应用有必要使用更多的细的过滤网(例如,薄膜生产)。(建议使用80目-120目)
根据螺杆直径和模头的类型,分料板应该有1.5〜5毫米直径的孔。
功率消耗在0.3和1千瓦小时/吨之间,且因此螺杆的设计。〉 30KW
已经证明,熔体泵能够成功地保证熔体的连续流动。

DIE DESIGN模头设计(管材)
为了确保一个恒定的熔体流量,采用相对较窄的横截面十分重要,交错在模头中产生死角。这将导致材料在模头中的自清洗。
对于管材和异型材的挤出,建议采用相对适当的模头。这将会减少剪切应力,从而可以得到一个恒定的输出流量。长度应该是喷嘴直径的两至四倍。
关于其他方面,模头设计与其他热塑性TPU材料的挤出类似
十字头设计/十字模头设计(线缆)
模流优化/最优化模头内流体流动
强制输送
没有死点,因为停滞会导致热
熔体降解/无死角
均匀温度分布

冷却和定形
刚挤压成型的热塑聚氨酯TPU材料有一个相对低的熔体强度,容易变形。
因此需要进行有效的冷却处理。水浴应该浸过被冷却物体。用喷嘴水浴进行冷却的方法也适合。
Elastollan TPU材料所要求的冷却池长度通常比其他热塑性塑料所要求的冷却池长度要长。且冷却池长度应按材料的等级,伸缩制件的形状与截面,以及牵引速度。
在进入冷却池之前,通过喷水环即能够获得这种润滑油膜。
在挤塑伸缩尺寸中空管材时,建议使用定形器与真空冷却水槽。请参考下页示意图:

 公司地址: 广东省深圳市南山区海德三道天利中央商务广场3206A(总部)
公司地址: 广东省深圳市南山区海德三道天利中央商务广场3206A(总部)
广东省东莞市大岭山镇大岭山大道359号岭辉·智慧城C栋(东莞分公司)
 联系电话: +183-8269-6252
联系电话: +183-8269-6252
 在线咨询: 爱番番咨询
在线咨询: 爱番番咨询
 公司邮箱: Lynn@winsplas.com
公司邮箱: Lynn@winsplas.com
 关注抖音号
关注抖音号
 关注我们微信公众号
关注我们微信公众号
页面版权所有 @ 2022 深圳市厚德成工业科技有限公司 粤ICP备2021175679号 技术支持:米可网络 / / 网站地图

 18382696252
18382696252 
